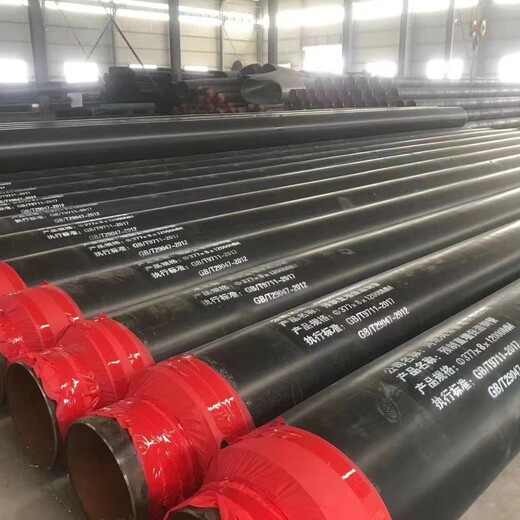
保温管道的制造标准:GB/T 29047-2012高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件
保温管道的制造标准:GB/T 29047-2012高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件本标准规定了由高密度聚乙烯外护管(以下简称外护管)、硬质聚氨酯泡沫塑料保温层(以下简称保温层)、工作钢管或钢制管件组成的预制直埋保温管(以下简称保温管)及其保温管件和保温接头的产品结构、要求、试验方法、检验规则及标识、运输与贮存等。本标准适用于输送介质温度(长期运行温度)不120℃,偶然峰值温度不140℃的预制直埋保温管、保温管件及保温接头的制造与检验。发泡前工作钢管表面应进行预处理,去除铁锈、轧钢鳞片、油脂、灰尘、漆、水分或其他沾染物,工作钢管外表面除锈等级应符合GB/T 8923.1中Sa2½的规定。外护管应使用高密度聚乙烯树脂制造,用于外护管挤出的高密度聚乙烯树脂应按GB/T18475-2001的规定进行分级,高密度聚乙烯树脂应采用PE80级或更别的原料。聚乙烯树脂的密度应大于935kg/m³。树脂中应添加外护管生产及使用所需要的抗氧剂、紫外线稳定剂、碳黑等添加剂。所添加的碳黑应符合下列要求:a)碳黑密度:1500 kg/m3~2 000 kg/m3;c)平均颗粒尺寸:0.010μm~0.025μm。碳黑结块、气泡、空洞或杂质的尺寸不应大于100μm。外护管碳黑含量应为2.5%±0.5%(质量分数),碳黑应均匀分布于母材中,外护管不应有色差条纹。可使用不超过15%(质量分数)的回用料,但回用料应是制造商本厂管道生产过程中产生的干净、未降解的材料。外护管及其焊接所用高密度聚乙烯树脂的熔体质量流动速率(MFR)应为0.2g/10min~1.4g/10min(试验条件5 kg,190℃)。外护管原材料在210℃下的氧化诱导时间不应少于20min。外护管原材料的长期机械性能应符合下表的规定,以试样发生脆断失效的时间作为测试时间的判定依据。当1个试样在165h的测试模式下的失效时间小于165h时,应使用1000h的参数重新测试。
轴向应力/Mpa | 短破坏时间/h | 试验温度/℃ |
4.6 | 165 | 80 |
4.0 | 1000 | 80 |
a)外护管应为黑色,其内外表面目测不应有影响其性能的沟槽,不应有气泡、裂纹、凹陷、杂质、颜色不均等缺陷;b)外护管两端应切割平整,并与外护管轴线垂直,角度误差不应大于2.5°。外护管任意位置的拉伸屈服强度不应小于19MPa、断裂伸长率不应小于350%。外护管任意管段的纵向回缩率不应大于3%,管材表面不应出现裂纹、空洞、气泡等缺陷。外护管耐环境应力开裂的失效时间不应小于300 h。
| 河北尚彦管道装备制造有限公司 |
| 联系人 |
高海林
|
微信 |
13931756376 |
| 手机 |
|
邮箱 |
2328466297@qq.com |
| 传真 |
无 |
地址 |
盐山五里窑516号 |
| 主营产品 |
法兰,锻制管件,三通,弯头 |
网址 |
http://zwgdghl.b2b.huangye88.com/ |